
ကျစ်လစ်သော လည်ပတ်မှု အသွင်ပြောင်းခြင်း









ကျစ်လစ်သိပ်သည်းသော ချည်ငင်ခြင်း နိယာမ
ကျစ်လစ်သိပ်သည်းသော ချည်မျှင်ချည်ငင်ခြင်း၏ ရည်ရွယ်ချက်မှာ အမျှင်များကို လုံးဝအပြိုင်နီးကပ်စွာ အနေအထားတွင် စီစဉ်ပေးခြင်းဖြင့် ချည်မျှင်တြိဂံကို ဖယ်ရှားပေးပါသည်။ ထို့ကြောင့် လိမ်ခြင်းမပြုမီ အမျှင်များကို နီးကပ်စွာနှင့် အပြိုင်စီစဉ်ခြင်းသည် ချည်မျှင်ဖွဲ့စည်းပုံ၊ စက်ပိုင်းဆိုင်ရာနှင့် ရုပ်ပိုင်းဆိုင်ရာဂုဏ်သတ္တိများနှင့် ချည်မျှင်ခိုင်ခံ့မှုကို တိုးတက်ကောင်းမွန်စေပါသည်။ အတိုချုပ်ပြောရလျှင် ကျစ်လစ်သိပ်သည်းသော ချည်မျှင်များကို ရှေ့ထိပ် roller output point မှ ကျစ်လစ်သိပ်သည်းစေရန်ဖြစ်သည်။
ကျွန်ုပ်တို့၏ ကျစ်လစ်သော ကိရိယာမှာ အနုတ်လက္ခဏာဖိအားပြွန်၊ ဇကာအကျီနှင့် ဂီယာဘောက်စ်ကဲ့သို့သော ကိရိယာကို တပ်ဆင်ခြင်းဖြင့် ချည်မျှင်များကို ချည်ချုပ်အမှတ် (ရှေ့ထိပ်ရိုလာ) မှ လိမ်နေသောအဆုံးအထိ အနီးကပ်စီစဉ်ပေးရန်ဖြစ်ပြီး၊ ၎င်းသည် လည်ပတ်နေသောတြိဂံကို ဖယ်ရှားပေးနိုင်ပါသည်။
ကျစ်လစ်သိပ်သည်းသော ချည်ငင်ခြင်း နိယာမ
* အမွှေးအမျှင်ကျွတ်ခြင်းကို သိသိသာသာ လျော့ကျစေသည်- Uster H တန်ဖိုးကို ၃၀% အထိ၊ Zweigle S3 မှ ၈၀% အထိ
* အစွမ်းသတ္တိကို ၁၀-၂၀% ပိုမိုမြင့်မားစွာ မြှင့်တင်ပေးသည်
* ချည်မျှင်မညီမညာဖြစ်မှုနည်းပါးခြင်းနှင့် IPI တန်ဖိုးများနည်းပါးခြင်း- ၃၅% အထိ
* ပိုမိုမြင့်မားသော ဆန့်ထွက်မှု- ၁၀ မှ ၁၅% အထိ
* လိမ်နှုန်းနည်းခြင်း (၁၀% အထိ) ဖြင့် ချည်မျှင်အစွမ်းသတ္တိ တူညီစွာ ထုတ်လုပ်နိုင်စွမ်း တိုးလာခြင်း
* အဆုံးကျိုးနှုန်းကို 60% အထိ လျှော့ချပေးနိုင်ပြီး စက်၏ စွမ်းဆောင်ရည်ကို မြှင့်တင်ပေးသည် (အမြန်နှုန်းနှင့် လိမ်အား အတူတူပင်)
* ယင်ကောင်ထုတ်လုပ်မှုနည်းပါးခြင်းက ပိုမိုကောင်းမွန်သောလုပ်ငန်းခွင်အခြေအနေတွင် အထောက်အကူပြုသည်
လှိုင်းစီးနှုန်းများ မြင့်တက်လာခြင်း
* တစ်ထပ်တည်းကျစ်လစ်သောချည်မျှင်သည် ရိုးရာနှစ်ထပ်ချည်မျှင်ကို အစားထိုးနိုင်သည်
* ခိုင်ခံ့မှုပိုမိုမြင့်မားခြင်းကြောင့် ဝါယာကြိုးချည်စက်စွမ်းဆောင်ရည် ၁၀-၁၅% မြင့်တက်လာသည်။
* ထွက်နေသော အမျှင်အရေအတွက် နည်းပါးလာခြင်းကြောင့် အရွယ်အစားချိန်ညှိခြင်းဆိုင်ရာ ဓာတုပစ္စည်း သုံးစွဲမှု လျော့နည်းသွားသည်။
* အမွေးအမျှင်နည်းပါးသော ရက်ကန်းစင်စွမ်းဆောင်ရည်ကို မြှင့်တင်ပေးပြီး ယင်ကောင်ထုတ်လုပ်မှုကို လျှော့ချပေးသည်။
* အပြီးသတ်ထုတ်ကုန်များတွင် အမွေးအမှင်နည်းပါးခြင်း၊ ထိတွေ့မှုပိုမိုကောင်းမွန်ခြင်း၊ အထည်၏တောက်ပမှု
* ချည်မျှင်လိမ်နှုန်းနည်းခြင်းကြောင့် ဆိုးဆေးအရည်စုပ်ယူမှု တိုးတက်ကောင်းမွန်လာပြီး ဆိုးဆေးအရည် နည်းပါးစွာ (၅% အထိ) လိုအပ်ပါသည်
* ကုန်ကြမ်းချွေတာခြင်း - ၆% အထိ ပွတ်တိုက်မှုနည်းခြင်း
လေဖိအားသုံး အပေါ်လက်မောင်းပေါ်ရှိ ကျစ်လစ်သော ပုံဆွဲစနစ်
| စနစ်အစိတ်အပိုင်းများ ရေးဆွဲခြင်း | |
| ရိုလာစင်ပေါ်တွင် အပေါက်တစ်ပေါက်ကို သေချာစွာတူးခြင်းဖြင့် ကွင်းကိုတပ်ဆင်ရန်။ ဤကွင်းသည် ကျစ်လစ်သော စုပ်ယူမှုပြွန်ကို ထိန်းထားရန်ဖြစ်သည်။ | 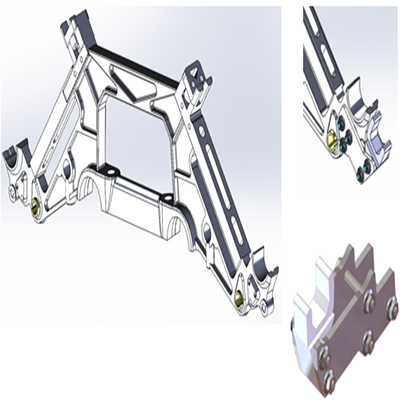 |
| စပရိန် သို့မဟုတ် လေဖိအားဖြင့် တင်ဆောင်ထားသော စက်၏ အပေါ်ဘက်လက်မောင်းတွင် Compact flake ကို တပ်ဆင်ထားသည်။ | 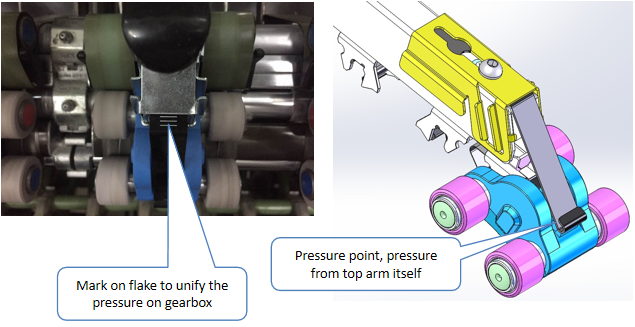 |
| ရာဘာအဖုံးပါသော ဂီယာဘောက်စ်။ ကျွန်ုပ်တို့သည် စက်၏ရှေ့အပေါ်ဆုံးရိုလာကို ဖယ်ရှားပြီး ကျစ်လစ်သောဂီယာဘောက်စ်အောက်တွင် တပ်ဆင်ပါမည်။ | 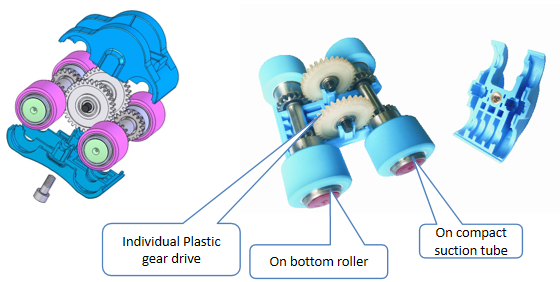 |
| တင်းအားတံနှင့် အကျီင်္ပါသော စုပ်ပြွန် | 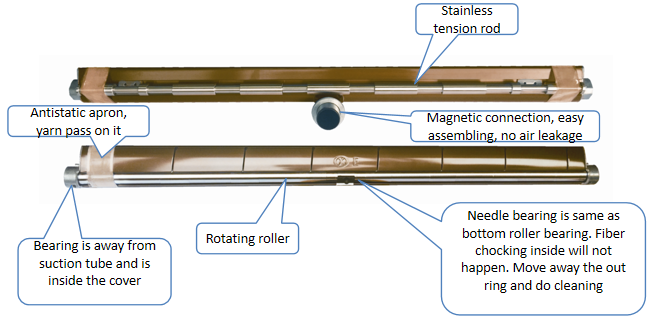 |
| မူရင်း Pneumafil ပလွေကို ကျွန်ုပ်တို့၏ ပလွေဖြင့် အစားထိုးပါမည်။ | 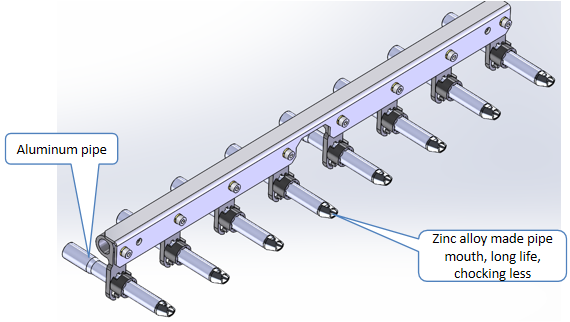 |
| ကျစ်လစ်သိပ်သည်းသော စုပ်အားစနစ် (စုပ်အားမော်တာနှင့် ပန်ကာသည် ချည်မျှင်ကို ကျစ်လစ်စေရန် အနုတ်လက္ခဏာဖိအားကို ပေးသည်။ ကျစ်လစ်သိပ်သည်းသော စုပ်အားစနစ်နှင့်ပတ်သက်၍ စက်တည်နေရာနှင့် စက်ရုံအပြင်အဆင်အလိုက် ဒီဇိုင်းဆွဲနိုင်ပါသည်။ ဤနေရာတွင် ကိုးကားရန်အတွက် အဆိုပြုချက်အချို့ကို ပေးထားပါသည်။) | |
| စုပ်အားစနစ် အဆိုပြုချက် ၁ | 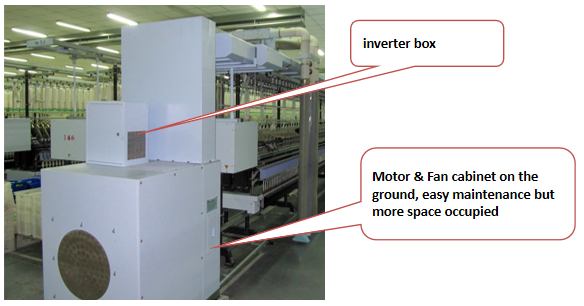 |
| စုပ်အားစနစ် အဆိုပြုချက် ၂ | 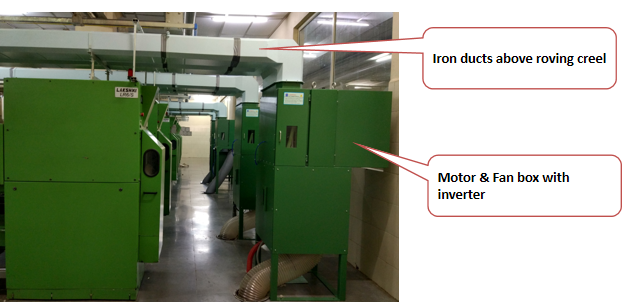 |
| စုပ်အားစနစ် အဆိုပြုချက် ၃ |  |
| ပိုက်ချိတ်ဆက်မှု | 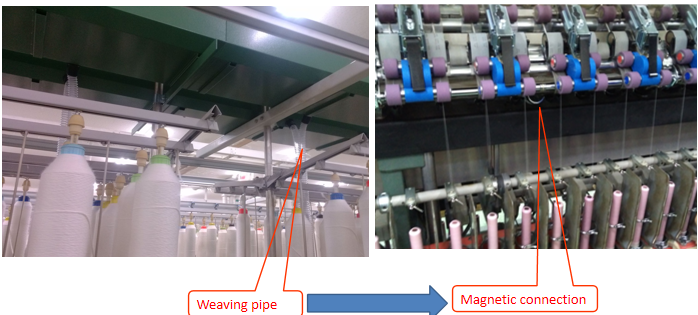 |
| အမျှင်အညစ်အကြေးများ စုဆောင်းသည့်စနစ်။ အနုတ်ဖိအားလေသည် ချည်မျှင်အရည်အသွေးနှင့် တိုက်ရိုက်သက်ဆိုင်သည်။ ချည်ငင်နေစဉ် ဖိအားကျဆင်းပါက ချည်မျှင်အရည်အသွေး ညံ့ဖျင်းလိမ့်မည်။ spindle တစ်ခုစီအတွက် ညီမျှသောဖိအားကို မည်သို့ထိန်းသိမ်းရမည်နည်း။ ကျွန်ုပ်တို့တွင် အလိုအလျောက်ခြစ်ထုတ်သည့်စနစ်ကို ပေးပါသည်။ | 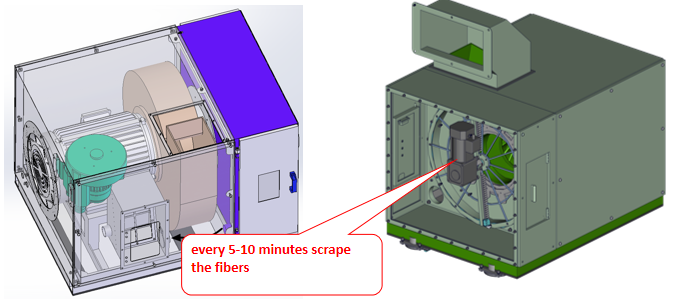 |
| အချက်ပေးမီးပါသည့် လေပြွန်စုပ်အားဖိအားတိုင်းကိရိယာ |  |
၂၀ စက္ကန့်ကြာ ကတ်ထူပြားဖြင့် ချည်မျှင်အတွက် ပြုပြင်ထိန်းသိမ်းမှုအချိန်ဇယား-
၁။ ကလေးခုတင်များ ပျက်စီးမှု၊ pneumafil flute ပိတ်ဆို့ခြင်း၊ negative pressure tube slot ပိတ်ဆို့ခြင်းတို့ကို နေ့စဉ်စစ်ဆေးခြင်း။
၂။ ၇-၁၀ ရက်တစ်ကြိမ် negative pressure ပြွန်ကို သန့်ရှင်းရေးလုပ်ရန်။
၃။ ချည်မျှင်များကို ၄၅ ရက်တစ်ကြိမ် ပွတ်တိုက်ပေးရမည် (ချည်အရည်အသွေးပေါ်မူတည်သည်) နှင့် တင်းအား ಚಿತಿತಿತ အချိုးကို ထိန်းသိမ်းထားရမည်။
၄။ ၃၀ ရက်တစ်ကြိမ် စက်တစ်ခုလုံးကို သန့်ရှင်းရေးလုပ်ရမည်။
၅။ စက်တစ်ခုလုံး သန့်ရှင်းရေးလုပ်နေစဉ်အတွင်း ပြွန်အဆုံးအဖုံးကို ဖွင့်ထားရမည်ဖြစ်ပြီး ပြွန်ကို သန့်ရှင်းရေးလုပ်ရန် ကျစ်လစ်သော မော်တာကို လက်ဖြင့်လည်ပတ်သင့်သည်။
၆။ ပွတ်တိုက်မိပါက အချိန်မီ သန့်ရှင်းရေးလုပ်ပါ။
ပါဝါသုံးစွဲမှု
| ၁၈၂၄ ሽባራዊት/ စက် | မော်တာစွမ်းရည် | ABB အင်ဗာတာ | ပါဝါသုံးစွဲမှု/စပင်းလ် | အနုတ်ပြွန်အပေါက်တန်ဖိုး |
| ချည်မျှင်တစ်ခုတည်းအတွက် ကျစ်လစ်သော | ၂၂kw/၆၀Hertz
| ၂၂ ကီလိုဝပ် | ၇-၈ ဝပ် | ၂.၅-၂.၈Kpa |
| siro ချည်မျှင်အတွက် ကျစ်လစ်သော | ၂၂kw/၆၀Hertz | ၂၂ ကီလိုဝပ် | ၈-၉ ပတ် | ၁.၆-၁.၈Kpa |





